CNC Carbide Grinder


CNC Carbide Grinder
CNC carbide grinder is mainly used for rough grinding, semi-precision grinding and precision grinding of outer circle and R pass groove of tungsten carbide roller ring used in high-speed wire rod production.
The machine tool has the advantages of good rigidity, strong pertinence, easy operation, high precision and good reliability.
CNC Carbide Grinder
I. The benefits you can get with CNC Carbide Grinder:
1. You can efficiently grind all-complex carbide rolls;
2. The machine boasts a rigid body and faster grinding speed.
3. The CNC system is top-notch and reliable: (1. It uses the German SINUMERIK 828D industrial CNC system and Siemens' three-axis AC servo motor drive system, ensuring stable and reliable performance.
4. It's easy to operate. (The machine comes with an auto-positioning feature for the reference plane during groove grinding. This makes it easy for users to find the starting point for processing).
5. The design features an eco-friendly full metal cover: (A. It significantly cuts down on processing noise and offers safer protection; B. It prevents moisture from spreading in the processing area, improving the processing environment; C. The equipment's internal belts are independently sealed for protection, extending the belt's lifespan during operation.
II.Function:
This CNC carbide grinder is a special machine for grinding carbide roll rings. The machine tool has the advantages of good rigidity, strong pertinence, easy operation, high precision and good reliability.
It is mainly used for rough grinding, semi-precision grinding and precision grinding of outer circle and R pass groove of tungsten carbide roller ring used in high-speed wire rod production.
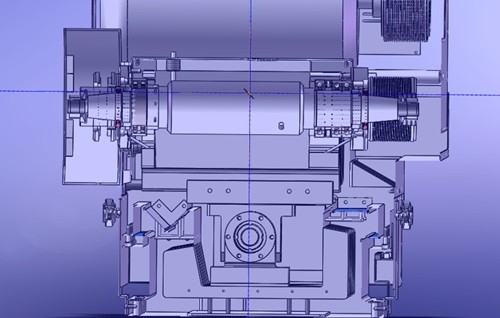
III.Machine structures
1. The machine consists of a main engine, a working fluid system, a hydraulic system, and a numerical control system. The main engine includes the bed body, grinding wheel frame, head frame, work table, and a large cover shell.
2. The numerical controller is a secondary development of the Siemens 828D industrial control system. It features a grinder-specific interface, simple graphics, high automation, and ease of operation.
3. The worktable and grinding head are driven by Siemens AC servo motors. The Z-axis can be used for precise outer ring grinding and longitudinal position adjustment during form grinding.
4. The grinding head moves transversely on the X-axis, allowing for automatic grinding depth control and single-step feed for cylindrical grinding.
5. The headstock spindle, driven by a Siemens AC servo motor, offers stepless speed adjustment for cylindrical and shaping grinding.
6. The machine uses a THK imported ball screw. The increased lead reduces load during fast movement. The screw is equipped with a special oil intermittent lubrication system.
7. The grinding wheel frame is powered by an 18.5 kW AC motor, ensuring strong grinding power. The grinding head spindle's linear speed is about 25M/s when its diameter is ø250mm.
8. The main shaft transmission directly contacts the large taper surface of the belt pulley, offering larger contact area and higher transmission efficiency. To improve spindle stability and lifespan, an additional set of imported bearings support the spindle.
9. The worktable's guide rail uses a smooth, closed structure with plastic V, automatic timed lubrication, and is maintenance-free. It offers increased wear resistance and good shock absorption.
10. The clamp and head frame use a Morse taper connection for high positioning accuracy and easy replacement. The hydraulic clamping is controlled by an electrically-driven, self-centering spring expanding sleeve that moves on the taper mandrel through the pull rod.
The machine also features an automatic positioning function for grinding groove processing, based on customer site usage. This function captures electrical signals at low speeds, leaves no test-wear marks on the workpiece surface, and offers high precision. It eliminates the need for sample plate correction, improving machining efficiency and position precision.
The clamp can be easily replaced without adjustment. If the roller ring clamp remains unchanged after automatic measurement, only the first groove position parameters need modification. If the roller ring clamp is replaced, automatic measurement must be performed again.
IV. Advantages:
1. The special purpose machine body has a good rigidity structure;
2. It has a higher accuracy(0.01mm) and a good reliability;
3. It is easy to operate;
V. Main specification
Specification | ||
CNC Carbide Grinder | Model | TM02CNC |
X/ Y axis Travel | mm | 250*200 |
Outer diameter of grindable roll ring | mm | Ø 100- Ø 400 |
Headstock center height | mm | 200 |
Worktable drive motor | N•m | 11 N•m Siemens AC servo motor |
Max workpiece weight | Kg | 100 |
Worktable moving NC equivalent | mm | 0.001 |
Grinding head feed motor | N•m | 11 N•m Siemens AC servo motor |
The max travel of the grinding head | mm | 200 |
Grinding head movement NC equivalent | mm | 0.001 |
Grinding head main motor power | KW | 18.5 |
Grinding wheel speed | rev / min | 2000 |
Machine power | KVA | 25 |
Processing method | * | Mechanical grinding |
Working fluid | * | grinding fluid |
Machine size (L* W * H) | mm | 2300 * 2000 * 1900 |
Machine weight | KG | 5000 |
Processing accuracy: | ||
Cylindrical deviation of out circle | mm | 0.01 |
Outer diameter tolerance | mm | ±0.005 |
Hole diameter tolerance | mm | ±0.01 |
Hole depth tolerance | mm | ±0.01 |
The best surface roughness for grinding | um | Ra≤0.8 |
Position center tolerance of roll ring face | mm | ±0.01 |
INQUIRY
Categories
- CNC EDM Sawing Machines
- CNC Drilling EDM Machines
- CNC Wire EDM Machines
- CNC Sinker EDM Machines
- CNC Milling Engraving Machine
- CNC Diamond Wheel Dressers
- CNC Carbide Grinders
- CNC Electrochemical Deburring Machines
- Parts of CNC EDM Sawing Machines
- Parts of CNC Drilling EDM Machines
- Parts of CNC Wire EDM Machines
- Parts of CNC Sinker EDM Machines
- Parts of CNC Milling Engraving Machines
- Other Materials and Tools
Latest News
Contact Us
Contact: Mr.Bob Li
Phone: +86-13338697597
E-mail: sales@worthycnc.com
Whatsapp:+86-13338697597
Add: Room 301, Building 2, No. 38, Yaofeng Road, Jinqiao Development Zone, Mudu Town, Wuzhong District, Suzhou. PO: 215101
